
Jak wybrać odpowiedni laser do znakowania?
Laser jest niewątpliwie jedną z najbardziej wydajnych metod obróbki skrawaniem. Efekty promieniowania/światła są powszechnie wykorzystywane w wielu różnych zastosowaniach, począwszy od imprez plenerowych, podczas których organizowane są tzw. laser show czyli pokazy laserowe na żywo, poprzez medycynę, w której wykorzystywany jest do celów terapeutycznych, aż po obróbkę materiałów i znakowanie przemysłowe.
W przypadku znakowania laserowego produktów energia wiązki lasera wykorzystywana jest do wypalania (lub grawerowania) w materiale. Do tego typu znakowania wykorzystywane są różne typy laserów o różnych konfiguracjach.
Jak wybrać laser, który będzie odpowiedni do rodzaju znakowania, jaki chcesz zastosować? Oto opis kilku podstawowych parametrów, które należy wziąć pod uwagę przy podejmowaniu decyzji.
Źródło lasera
 Wszystko zależy od materiału, który chcesz oznaczyć, bo to do niego należy dobrać odpowiednie źródło. Jeśli użyte zostanie niewłaściwe źródło, wiązka lasera nie będzie odbijana od materiału.
Wszystko zależy od materiału, który chcesz oznaczyć, bo to do niego należy dobrać odpowiednie źródło. Jeśli użyte zostanie niewłaściwe źródło, wiązka lasera nie będzie odbijana od materiału.
Lasery półprzewodnikowe emitują promieniowanie o długości fali 1,064 nm i są stosowane głównie do znakowania materiałów metalowych takich jak stal, aluminium, stal nierdzewna, mosiądz, miedź, powierzchnie polerowane i szczotkowane, niektóre rodzaje tworzyw sztucznych, a także ceramiki, kamienia i innych. Specjalny rodzaj źródła lasera półprzewodnikowego, taki jak „zielony laser” (Green VIS II) o długości fali 532 nm, nadaje się do znakowania tworzyw sztucznych. Oznaczenie „zielony” sugeruje kolor jego widzialnego promieniowania.
Z kolei laser CO2 (model Alpha) nadaje się do materiałów organicznych: drewna, papieru, kartonu, skóry, szkła, gumy, produktów naturalnych (owoce, warzywa), pieczywa itp. Źródła CO2 wykorzystują krótsze długości fali, dlatego ich energia jest niższa i z tego powodu lepiej nadają się do powierzchni organicznych.
Laser UV nadaje się również do materiałów przezroczystych, w tym wykonanych z tworzyw sztucznych.
Nie zawsze konieczne jest stosowanie dedykowanego źródła laserowego. Z naszego doświadczenia wynika, że najczęściej stosowanym rodzajem źródła jest konwencjonalny laser półprzewodnikowy model FYBRA II z kablem optycznym lub VIS II, który nie wykorzystuje kabla optycznego. Laser nanoVIS posiada specjalne źródło typu aWave. W tym laserze częstotliwość wiązki jest regulowana automatycznie podczas znakowania.
Wydajność lasera
 Moc lasera dobrze jest monitorować wówczas, gdy konieczne jest osiągnięcie szybszego czasu znakowania. Większa moc lasera ma również wpływ na długość czasu pracy lasera. Jeżeli kupisz tańszy laser o mniejszej mocy, będziesz musiał wykorzystać do 90% mocy, co skróci żywotność źródła lasera.
Moc lasera dobrze jest monitorować wówczas, gdy konieczne jest osiągnięcie szybszego czasu znakowania. Większa moc lasera ma również wpływ na długość czasu pracy lasera. Jeżeli kupisz tańszy laser o mniejszej mocy, będziesz musiał wykorzystać do 90% mocy, co skróci żywotność źródła lasera.
Pamiętaj też, że nie zawsze obowiązuje zasada: mocniejszy laser = bardziej kontrastowy (głębszy) znak w materiale.
Różne źródła lasera oferują różne moce, więc możesz się spotkać z parametrem 50W dla lasera światłowodowego, ale tylko do 10W dla lasera Green.
Optyka
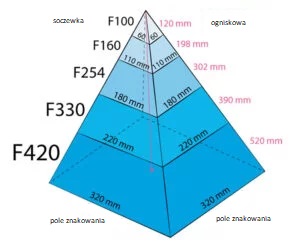 Przez optykę rozumiemy części znajdujące się w głowicy lasera. Jest to część lasera, w której wiązka jest kierowana za pomocą luster do głowicy znakującej. Promień lasera przechodzi przez soczewkę, która jest układem dwóch okrągłych szklanych powierzchni. Główną funkcją soczewki jest uzyskanie zbieżnej wiązki padającej na powierzchnię przy określonej ogniskowej.
Przez optykę rozumiemy części znajdujące się w głowicy lasera. Jest to część lasera, w której wiązka jest kierowana za pomocą luster do głowicy znakującej. Promień lasera przechodzi przez soczewkę, która jest układem dwóch okrągłych szklanych powierzchni. Główną funkcją soczewki jest uzyskanie zbieżnej wiązki padającej na powierzchnię przy określonej ogniskowej.
Właściwości soczewki decydują nie tylko o ogniskowej, ale także o wielkości obszaru, na którym wiązka może znakować. Obszar ten nazywamy polem znakowania. Maksymalne pole widzenia dla standardowego obiektywu F-160 wynosi 110 x 110 mm. W tym obszarze możesz zaznaczyć dowolną grafikę w ramach jednego projektu.
W przypadku większych grafik konieczne jest wybranie większej soczewki lub zapewnienie ruchu głowicy lasera po znakowanej powierzchni.
Integracja/Komunikacja
 Jeśli chcesz używać lasera, musi on spełniać określone warunki bezpiecznej pracy. Wiązki lasera nie można obserwować gołym okiem. Zawsze należy nosić okulary z filtrem ochronnym dla danej długości fali.
Jeśli chcesz używać lasera, musi on spełniać określone warunki bezpiecznej pracy. Wiązki lasera nie można obserwować gołym okiem. Zawsze należy nosić okulary z filtrem ochronnym dla danej długości fali.
Inną możliwością jest „zamknięcie” lasera w stanowisku o solidnej konstrukcji, posiadającej okienko obserwacyjne wykonane ze szkła ochronnego z filtrem. Stanowiska pracy są wyposażone w zabezpieczenia, takie jak bariery optyczne, wyłączniki drzwiowe, sygnalizatory świetlne, obwody bezpieczeństwa (zatrzymanie całkowite, zatrzymanie awaryjne) itp.
Jeśli laser ma pobierać dane o znakowaniu z bazy danych lub systemu wewnętrznego, należy go odpowiednio podłączyć. Do tego celu służą interfejsy komunikacyjne takie jak Ethernet, I/O, Profinet i inne.
Próbki
 Ostatecznym potwierdzeniem, czy został wybrany odpowiedni laser, są próbki oznakowane laserem o określonych parametrach i konfiguracji. Próbki znakowania takie wykonujemy i przekazujemy klientowi zawsze z pełną informacją o zastosowanej konfiguracji i ustawieniach parametrów testowych.
Ostatecznym potwierdzeniem, czy został wybrany odpowiedni laser, są próbki oznakowane laserem o określonych parametrach i konfiguracji. Próbki znakowania takie wykonujemy i przekazujemy klientowi zawsze z pełną informacją o zastosowanej konfiguracji i ustawieniach parametrów testowych.
Próbki są integralną częścią całego projektu i dlatego poświęcamy im dużo uwagi. Rozumiemy, że stanowią one dla klienta ważnym elementem w procesie podejmowania decyzji o wyborze lasera do znakowania. Z tego powodu dostarczamy w raporcie dokładne i zrozumiałe informacje, aby uniknąć nieporozumień i błędnych decyzji.