
Trwałe znakowanie i obróbka powierzchni
Jeśli rozważasz inwestycję w urządzenia do znakowania przemysłowego, na pewno zastanawiasz się, na którym etapie procesu produkcyjnego uwzględnić operację trwałego znakowania. Możliwe także, że interesuje Cię, czy możliwe jest znakowanie jeszcze przed końcową obróbką powierzchni bez uszczerbku na estetyce i czytelności oznakowania. Z punktu widzenia efektywności procesu produkcyjnego, są to dwa istotne pytania. Odpowiedzi na nie mogą mieć przecież istotny wpływ na organizację pracy w Twojej firmie.
A zatem, jaka jest odpowiedź?
 Znakowanie bezpośrednio w materiale ma trzy ogromne zalety:
Znakowanie bezpośrednio w materiale ma trzy ogromne zalety:
- nie trzeba planować go jako końcowego etapu operacji produkcyjnych – może być przeprowadzone w dowolnym momencie,
- czynność tę można w łatwy sposób zintegrować z całym procesem produkcyjnym,
- operację tę można zautomatyzować, co znacząco wpłynie na efektywność Twoich działań.
Wybierając odpowiednią technologię masz pewność, że naniesione oznakowanie przetrwa kolejne etapy procesu produkcyjnego i pozostanie niezmienione.
Wdrażając technologie do znakowania przemysłowego w firmach, spotykaliśmy się z kilkoma typowymi sytuacjami, których opis znajdziesz poniżej.
-
Znakowanie na części w materiale bez późniejszej obróbki powierzchni
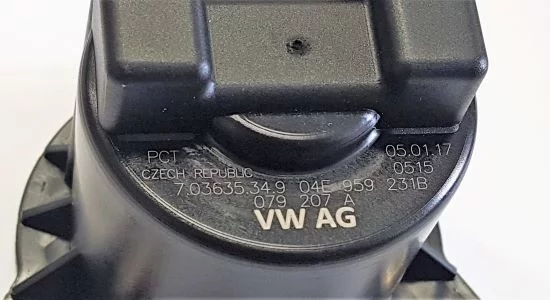
Na produkt jest nanoszone oznakowanie (np. kod, logo, tekst lub zwykły znak) na dowolnym etapie procesu produkcji. Po naniesieniu oznakowania powierzchnia znakowanego elementu nie podlega już żadnej dalszej obróbce. To sprawia, że czytelność oznaczenia pozostaje niezmieniona i wygląda tak samo w danej chwili, jak po upływie wielu lat. Sama powierzchnia materiału także pozostaje niezmieniona.
-
Znakowanie na części w materiale przed obróbką powierzchni
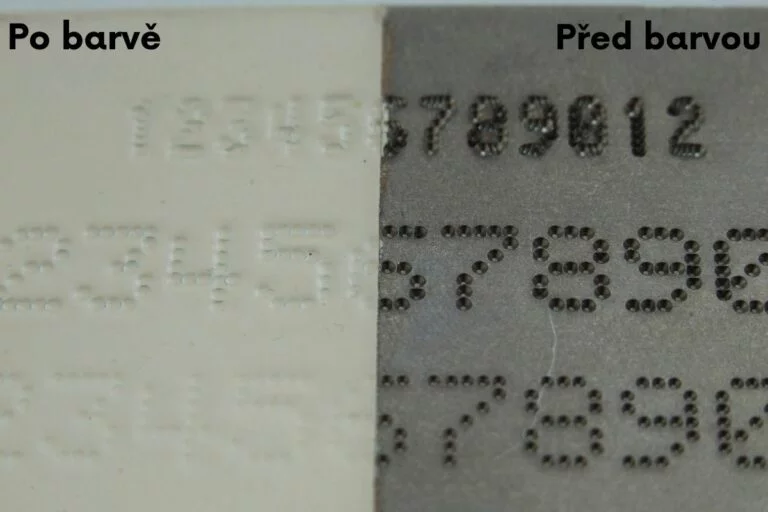 Tylko dzięki technologii trwałego znakowania można oznakować części w taki sposób, aby znak był czytelny nawet po obróbce powierzchniowej takiej jak: hartowanie, wyżarzanie, piaskowanie, śrutowanie, piaskowanie, anodowanie czy cynkowanie.
Tylko dzięki technologii trwałego znakowania można oznakować części w taki sposób, aby znak był czytelny nawet po obróbce powierzchniowej takiej jak: hartowanie, wyżarzanie, piaskowanie, śrutowanie, piaskowanie, anodowanie czy cynkowanie.
Główną rolę odgrywa tu głębokość znakowania. I nie ma znaczenia, czy stosowane są maszyny ADP z mikropunktem czy np. wytłaczanie maszynowe. Jeśli znakowanie osiągnęło wystarczającą głębokość, to obróbka powierzchniowa może w tym przypadku sprawić, że znak stanie się bardziej widoczny. Na przykład w przypadku śrutowania powierzchni po znakowaniu usuwana jest warstwa wierzchnia, w wyniku czego znak osiąga odpowiednią głębię i kontrast. Podczas obróbki strumieniowo-ściernej lub piaskowania materiał ścierny zaokrągli krawędzie samego oznakowania, powierzchnia zostanie ujednolicona pod względem struktury i koloru, a powstały znak będzie widoczny i czytelny.
-
Znakowanie gotowego produktu
 Operacja znakowania jest zaplanowana jako ostatnia w całym procesie produkcji lub jako ostatni etap przed wysyłką. W takim przypadku zazwyczaj dotyczy znakowania gotowego produktu.
Operacja znakowania jest zaplanowana jako ostatnia w całym procesie produkcji lub jako ostatni etap przed wysyłką. W takim przypadku zazwyczaj dotyczy znakowania gotowego produktu.
W tym przypadku można osiągnąć następujący efekt znakowania:
- kontrastowe – jeśli zostanie usunięta wierzchnia warstwa materiału (farba, lakier, anodowanie) lub poprzez takie ustawienie lasera, że wiązka zmienia kolor w miejscu znakowania,
- bezkontrastowe (zmiana faktury powierzchni) – warstwa wierzchnia pozostaje nienaruszona, na przykład przy znakowaniu w ocynku. Podobnie działa to w przypadku znakowania na powierzchniach anodowanych lub malowanych. Można tak ustawić maszynę znakującą, aby warstwa wierzchnia pozostała nienaruszona, a znakowanie pozostało czytelne i widoczne.
-
Niestandardowe wykończenie powierzchni
 Ponieważ wszystkie maszyny do trwałego znakowania uderzają bezpośrednio w materiał, jedną z możliwości ich zastosowania jest także obróbka powierzchniowa materiału. Efektem są wówczas zmiany w fakturze i/lub kolorze. Do tego celu wykorzystuje się najczęściej laser, który pozwala na:
Ponieważ wszystkie maszyny do trwałego znakowania uderzają bezpośrednio w materiał, jedną z możliwości ich zastosowania jest także obróbka powierzchniowa materiału. Efektem są wówczas zmiany w fakturze i/lub kolorze. Do tego celu wykorzystuje się najczęściej laser, który pozwala na:
- regulację chropowatości/szorstkości powierzchni,
- usunięcie wierzchniej warstwy powierzchniowej,
- usuwanie korozji powierzchniowej, zanieczyszczeń,
- głębokie grawerowanie.